FICHES D'ATELIER |

Bienvenue invité ( Connexion | Inscription )
|
A savoir
Inscription Le Forum
Navigation globale...
Pratique
Pilotage et physique Du côté des régions
Près de chez vous... Liens Utiles
|
|
||||||||||||||||||||||||||
FICHES D'ATELIER |
 5 Feb 10 à 14:39 5 Feb 10 à 14:39
Message
#1
|
|
 Préparation suspensions - www.maxxracing.fr  Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
Aller, une petite rubique qui j'espère ne sera pas poluée par n'importe quoi et restera sérieuse, vous pouvez bien sur y participer en étant le plus précis possible.
 on commence avec P I S T O N S 2 T E M P S LE MONTAGE DU PISTON DOIT ETRE EFFECTUE PAR UNE PERSONNE AYANT LES COMPETENCES REQUISES AINSI QUE LOUTILLAGE DE METROLOGIE ADEQUAT, PERMETTANT UNE MESURE DE GRANDE PRECISION. Le bon fonctionnement et la durée de vie dun piston sont tributaires en majeure partie de la qualité du réalésage et des travaux dassemblage du moteur. Il est donc indispensable de respecter les conseils que nous vous détaillons dans cette notice. 1. Cylindres à chemise fonte (réalésables) : Si vous changez de piston sans réaléser, assurez vous que lalésage du cylindre soit en parfait état et que le jeu de fonctionnement soit dans les tolérances. Si un réalésage savère nécessaire, nous vous conseillons de bien nettoyer les plans de joints supérieur et inférieur du cylindre avant de le fixer sur la réaléseuse ; ceci afin de garantir un parfait équerrage des alésages. Alésez le fût du cylindre à 7/100 de la cote finale souhaitée. Pour obtenir cette cote finale ainsi quun parfait état de surface en traits croisés, utilisez un rodoir à pierres dun grain standard de 220 équivalent à des pierres «SUNNEN» de 55 ou 57. 2. Cylindres traités (non-réalésables) : Il est indispensable de contrôler la géométrie du cylindre pour sassurer que celui-ci soit dans les tolérances du constructeur. Cette opération se fait à laide dun alésomètre pour le diamètre exact du cylindre, et à laide dun micromètre pour le diamètre précis du piston En cas de détérioration de létat de surface ou dun cylindre hors-tolérances, il faut obligatoirement faire retraiter ou rechemiser le cylindre. 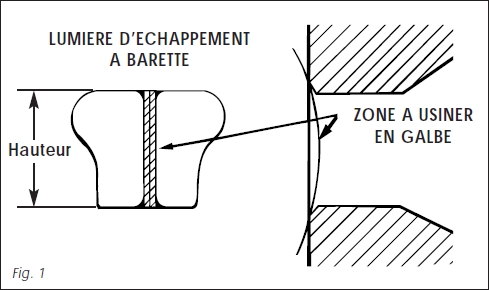 3. Cylindres à barette déchappement : La barette déchappement est un guide-segment(s). Situé au point le plus chaud, elle subit dénormes contraintes thermiques. Pour pallier aux éventuels problèmes de grippage, il est nécessaire dusiner cette barette, afin quelle soit en retrait par rapport à lalésage de 0,10 à 0,15 mm (pour une hauteur de barette de 20 à 30 mm) ou de 0,15 à 0,20 mm (pour une hauteur de barette de 30 à 40 mm) (voir fig. 1). Lusinage de cette barrette ne doit en aucun cas présenter darêtes vives (usinage uniforme en «galbe»). 4. Cylindres avec valves déchappement : Pour linstallation dun piston en surcote dans un cylindre équipé de valves déchappement, il est impératif de contrôler le jeu entre la(les) valve(s) en position fermée et lalésage du cylindre. a. Valve rotative : Cette valve doit être en retrait de 0,4 mm au minimum par rapport à lalésage, et ceci sur toute sa plage de rotation. Cette adaptation peut se faire à laide dune fraise rotative ou dun manchon abrasif (voir fig. 2). 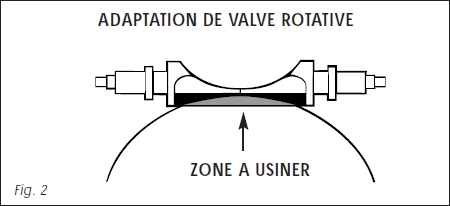 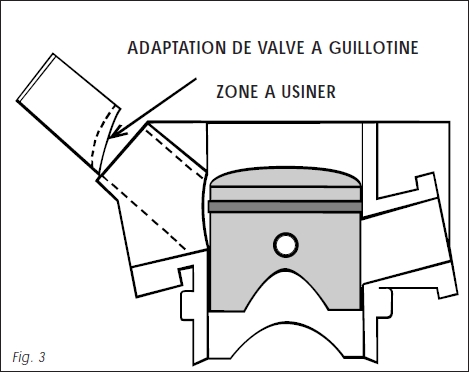 b. Valve à guillotine : Cette valve doit être en retrait de 0,4 mm au minimum par rapport à lalésage, et ceci en position fermée. Cette adaptation peut se faire à laide dune fraise rotative ou dun manchon abrasif. Il est nécessaire dajuster cette valve sur la surface qui pourrait entrer dans le cylindre (voir fig.3). 5 -Chanfreins: Après le réalésage dun cylindre 2 temps fonte ou le retraitement dun cylindre il faut impérativement usiner les chanfreins dentrée de toutes les lumières et de tous les transferts pour empêcher les segments daccrocher et de se briser sur les arêtes vives. Pour cela, utiliser une fraise rotative en carbure en brisant langle vif sur 1 à 2 mm de haut avec un angle de 20° (voir fig. 4). 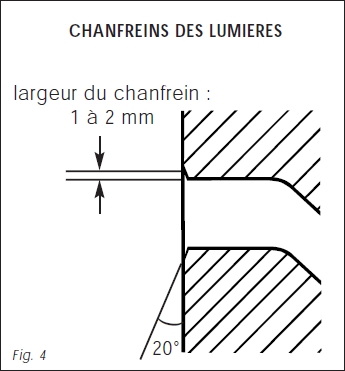 6 -Tolérances piston / cylindre / segment(s) : Avant de déterminer le diamètre de lalésage, il faut mesurer le piston à son point le plus fort. Un piston étant conique et elliptique, ce point se situe perpendiculairement à laxe, à la base ou au-dessus de léchancrure (voir fig. 5). Contrôlez également à laide dun jeu de jauges dépaisseurs le jeu à la coupe des segments, en introduisant chaque segment dans le cylindre. Le jeu préconisé est de 0.25 à 0.40 mm minimum selon les alésages (voir tableau et fig. 6). 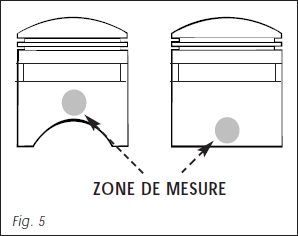 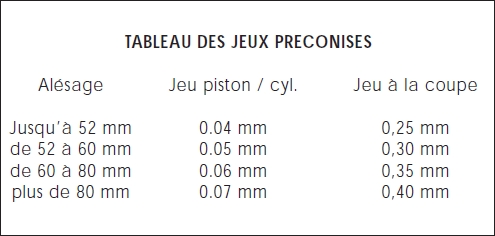 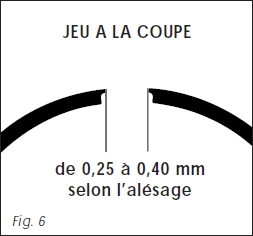 7 - Montage du piston et des segments : Avant de remonter le cylindre, il est indispensable de le nettoyer avec un produit détergent, puis à leau savonneuse pour éliminer toute la poussière de fonte avant denduire les surfaces usinées dun film dhuile. Linscription EXH ou la flèche gravée sur la calotte du piston indiquent le côté échappement. Si lors de lemmanchement du cylindre sur le piston les ergots darrêt de segments passent dans la lumière dadmission (voir fig. 7), ne faites jamais pivoter le cylindre afin déviter de casser les embouts de segments. Serrez les écrous du cylindre et de la culasse au couple préconisé par le constructeur. 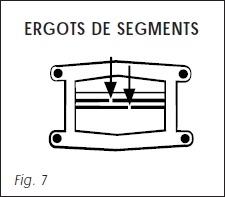
|
 |
 
|
 |
|
5 Aug 10 à 02:13
Message
#2
|
||
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
J'essaye, j'essaye
 je ne suis pas du genre perso à tout garder pour moi, ayant été moi même formé par les ancients. je ne suis pas du genre perso à tout garder pour moi, ayant été moi même formé par les ancients.aller on bosse on bosse, on va s'attaquer au : REGLAGE DU JEU AUX SOUPAPES Le contrôle et l'ajustement du jeu aux soupapes, au même titre que la vidange ou le nettoyage du filtre à air, font partie de la maintenance d'une moto 4-temps. Sa périodicité varie selon les machines, mais en général, il s'éffectue toutes les 15 heures sur nos motos de cross, comme la Honda 450 CRF choisie ici. Il existe deux types de systèmes de réglage du jeu aux soupapes : le montage à linguets dotés d'un dispositif vis/écrou (comme sur les KTM EXC), qui est le plus simple à manipuler. Puis, celui sur lequel porte le sujet c'est à dire, le mécanisme à pastilles, qui est plus précis que le 1er avec moins de pièces en mouvement, mais qui demande plus de temps et un minimum de matériel, à savoir un coffret de pastilles, un jeu de cales d'épaisseur et quelques outils, vu que bien souvent au contraire des dispositifs vis/écrou, le ou les arbres à cames et la distribution doivent être déposés. 1. Nous commençons par ôter le cache culbuteurs aussi nommé couvre culasse. Outre les vis, il faut désolidariser les reniflards ainsi que l'antiparasite.
2. Le contrôle du jeu s'éffectue au point mort haut (PMH), c'est-à-dire lorsque le piston est au plus haut dans le cylindre. Pour le trouver, on enlève un bouchon situé au niveau du bas moteur.  3. Nous faisons tourner le vilebrequin de manière à aligner le repère présent sur le pignon (ou parfois le volant) et celui du carter. 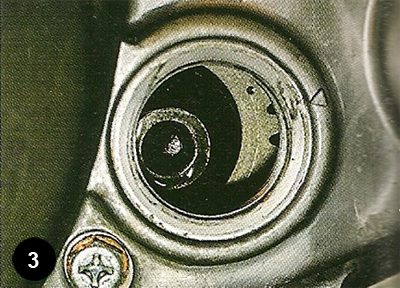 4. Dans le même temps, les repères du pignon de la chaine de distribution et du carter (ici un triangle) doivent êtres également face-à-face. 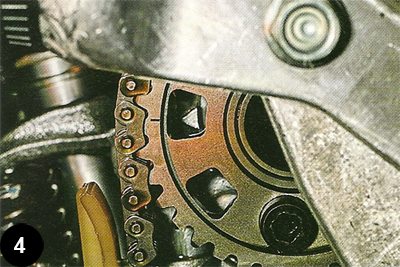 5. A l'aide des cales d'épaisseur, on contrôle le jeu à chaque soupape d'échappement. Chaque machine possède un jeu de fonctionnement qui lui est propre et qui est défini par le constructeur. Pour cette CRF, il doit être de 0,28 mm (+/- 0,03 mm). Nous mesurons 0,30 ce qui entre dans les tolérances. 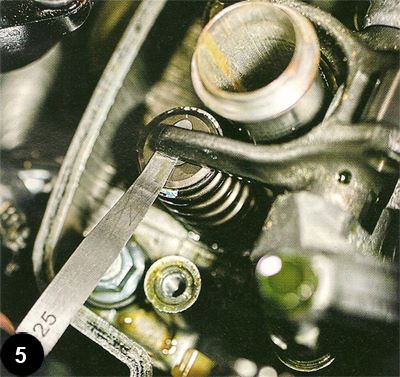 6. A l'admission, le jeu préconisé est de 0,16 mm (+/- 0,03 mm) et nous relevons 0,20 pour la soupape de droite et 0,25 pour celle de gauche. Un ajustement va donc être nécessaire.  7. Maintenant il va falloir déposer le distribution (j'en voit déjà qui lèvent les yeux au ciel) pour accéder aux pastilles. Nous ôtons le tendeur de chaine de distribution implanté à la base du cylindre. 
|
|
|
|
|
|
 Maxx FICHES D'ATELIER 5 Feb 10 à 14:39
Maxx FICHES D'ATELIER 5 Feb 10 à 14:39  sebmx38 au top max merci pour ce petit cours
sa aidera po... 5 Feb 10 à 14:44 dcrouzel Nickel Max , tu devrais demander au webmaster qu... 5 Feb 10 à 17:51 Maxx Bein ma foi, s'il passe par là
heureux que ç... 5 Feb 10 à 22:25 dcrouzel Citation (Maxx @ 5 Feb 10 à 21:25 ) Bein ... 5 Feb 10 à 23:25 Maxx Ouai , pluie, grêle, puis le vent à tout dégager... 5 Feb 10 à 23:27 luddoy On attend tous 5 Feb 10 à 23:32
sebmx38 au top max merci pour ce petit cours
sa aidera po... 5 Feb 10 à 14:44 dcrouzel Nickel Max , tu devrais demander au webmaster qu... 5 Feb 10 à 17:51 Maxx Bein ma foi, s'il passe par là
heureux que ç... 5 Feb 10 à 22:25 dcrouzel Citation (Maxx @ 5 Feb 10 à 21:25 ) Bein ... 5 Feb 10 à 23:25 Maxx Ouai , pluie, grêle, puis le vent à tout dégager... 5 Feb 10 à 23:27 luddoy On attend tous 5 Feb 10 à 23:32 
 Maxx Citation (luddoy @ 5 Feb 10 à 22:32 ) On ... 8 Feb 10 à 21:52 Maxx bon un petit UP de ce topic car il est tomber en 6... 10 Mar 10 à 22:46 ste ce sujet est nikel !!! 11 Mar 10 à 19:34 benko c'est vrai que ça serait bien que ce post sois... 11 Mar 10 à 19:53 louis du 38 Super et pas mal utile aussi!!! 15 Mar 10 à 01:04 Barbybulle Up, il devrait être en première page ce topic. 27 Jul 10 à 07:41 Maxx Merci pour le UP
Bon je continue à allimenter un... 28 Jul 10 à 01:34 Maxx Testez votre ALLUMAGE
1 - Testez bougie et antipa... 28 Jul 10 à 01:48 fab-80 impeccable max
comme d'habitude
merci 2 Aug 10 à 23:13 Maxx 8. Puis nous retirons les deux vis qui maintiennen... 5 Aug 10 à 02:14 Maxx
Les boites de pastilles s'achètent chez tous... 5 Aug 10 à 02:15 Maxx 20. Sur certaines machines, comme la CRF, il faut ... 5 Aug 10 à 02:16 dxavier71 Salut Maxx,
ça donnerait presque envie d'ache... 5 Aug 10 à 12:55 gaetancop merci maxx pour toutes ces infos et le temps que t... 5 Aug 10 à 16:53 Barbybulle Super !!
Moi qui doit le faire et qui n... 5 Aug 10 à 17:13 luddoy Maxx 5 Aug 10 à 19:43 Maxx merci pour le post-it
ce sera plus simple pour ... 5 Aug 10 à 22:27 gaetancop moi non plus, je ne les voit pas en entier et quan... 25 Aug 10 à 19:51 Maxx Non mais ça marche depuis, c'est juste mon ord... 25 Aug 10 à 22:31 goulu sacré maxx ils devrais tous te dire merci ,sachant... 25 Aug 10 à 22:45 Maxx RE: FICHES D'ATELIER 25 Aug 10 à 22:50 Mxaddict vraiment au top ce tuto!
une petite question o... 24 Sep 10 à 13:07 Maxx comme il est dit, pas besoins de tournevis dans le... 24 Sep 10 à 13:30 Maxx Contrôle du jeu piston cylindre.
Sur les moteurs ... 5 Oct 10 à 22:27 Maxx Le calibrage se fait en cherchant le sommet de la ... 5 Oct 10 à 22:28 Maxx Consignes de stockage de vos pneus
STOCKAGE DE LO... 24 Oct 10 à 00:54 ToUtEnKaMoN Bonsoir,
Voici une modeste contribution mais je p... 27 Oct 10 à 22:58 rolandd20 Citation (ToUtEnKaMoN @ 27 Oct 10 à 22:58... 1 Nov 10 à 11:23 Maxx Aller, je viens de me fendre d'un petit dessin... 19 Feb 11 à 23:38 rolandd20 MERCI!!
vous voyez sur ce post qu'il n... 19 Feb 11 à 23:55 Maxx Vas y poste ton tuto à la suite, c'est ouvert ... 19 Feb 11 à 23:57 rolandd20 Citation (Maxx @ 19 Feb 11 à 22:57 ) Vas ... 2 Mar 11 à 23:41 m'ric je depose un lien des tutos de moto verte
rien à ... 20 Feb 11 à 12:03 Yamaha-Motor Je comprend pas avec quoi il fat nettoyer le cylin... 2 Mar 11 à 21:04 Maxx Pour le test de l'allumage ça je sais, mais ce... 2 Mar 11 à 23:46 Maxx Oyé, ça faisait un petit moment que je n'avais... 15 Jun 11 à 23:07 Maxx Quelques infos en provenance de quelques fabricant... 16 Jun 11 à 21:35 Maxx RE: FICHES D'ATELIER 16 Jun 11 à 21:36 Barbybulle Donc: 2T coulé et 4T forgé ??
Je jurai que par du... 17 Jun 11 à 09:08 Maxx bein chez Vertex en tout cas ça semble la meilleur... 17 Jun 11 à 12:21 Maxx Changez vos spy's de fourche 5 Jul 11 à 22:40 Maxx Celà fait quelque temps que je n'ai pas poster... 11 Aug 11 à 02:30 Mathieu26760 Salut,
j'ai une rmz 250 de 2010 et je voudra... 23 Oct 11 à 22:21 Maxx La Bougie
devant le nombre de messages sur les bo... 8 Dec 11 à 14:51 Maxx Aspects symptomatiques
Aspect normal
... 8 Dec 11 à 14:57 Maxx Cette semaine j'ai eu un rayonnage à faire , V... 10 Dec 11 à 21:30 LP80 Citation (Maxx @ 10 Dec 11 à 20:30 ) Cett... 12 Dec 11 à 23:19 JorK#17 Citation (Maxx @ 10 Dec 11 à 21:30 ) Cett... 18 Jun 12 à 20:52 alex.thms Petite question pour maxx: dans le cas d'un dé... 2 Jan 12 à 21:56 rolandd20 Citation (alex.thms @ 2 Jan 12 à 20:56 ) ... 4 Jan 12 à 00:04 Maxx MONTAGE CLOCHE HINSON 15 Jan 12 à 20:30 Maxx Comment retendre les rayons
Voici la méthode pou... 20 Jan 12 à 20:38 Maxx Choisir le bon guidon
Choisir le guidon qui vous ... 20 Jan 12 à 21:26 Maxx Entretien Suspension MX
Jetez un coup d'oeil... 20 Jan 12 à 22:02 Maxx .. contenu supprimé du site hébergeur. 20 Jan 12 à 22:06 alex.thms les 3 derniers liens ne marche pas maxx. 22 Jan 12 à 11:40 Maxx bein la faut demander à Dcrouzel ce qui se passe s... 22 Jan 12 à 22:36 dcrouzel Citation (Maxx @ 22 Jan 12 à 21:36 ) bein... 24 Jan 12 à 22:24 t3uch1 Big Up Max
Pour ton boulot, tes tutos, et le temp... 31 May 12 à 14:27 rolandd20 merci on est des chez de la suspatte grace a toi... 31 May 12 à 23:14 Maxx Pour commencer l'année et devant le nombre de ... 11 Jan 13 à 14:41 Maxx .. contenu supprimé du site hébergeur. 7 Feb 13 à 17:44 rolandd20 Citation (Maxx @ 7 Feb 13 à 16:44 ) Savez... 7 Feb 13 à 20:40 titou40 sortir un roulement de son logement borgne a la mi... 9 Feb 13 à 21:18 Ben freerider et comme ça ta femme ne grossie pas, car elle n... 9 Feb 13 à 22:06 titou40 Citation (Ben freerider @ 9 Feb 13 à 21:0... 9 Feb 13 à 22:34 Maxx Showa SFF
Mesure Précontrainte du ressort de four... 27 Mar 13 à 17:25 Maxx Afin de mieux comprendre la composition d'une ... 6 Jun 13 à 14:50 luddoy Comme ya pas de question con et ca m'arrange d... 6 Jun 13 à 15:08 Maxx Que veux tu dire ?
je n'ai pas bien saisi le ... 6 Jun 13 à 21:13 le yac76 Salut Luddoy, les écritures sont sur le bouchon de... 6 Jun 13 à 21:37 luddoy Citation (Maxx @ 6 Jun 13 à 22:13 ) Que v... 6 Jun 13 à 21:48 le yac76 tourne tes fourreaux non ? 6 Jun 13 à 21:55 luddoy Citation (le yac76 @ 6 Jun 13 à 22:55 ) t... 6 Jun 13 à 22:07 Maxx bein ouai les lettres sont gravées sur le bouchon ... 6 Jun 13 à 23:30 luddoy Citation (Maxx @ 7 Jun 13 à 00:30 ) bein ... 7 Jun 13 à 08:46 Maxx ahhhh tu remontes dans mon estime
en effet tu ... 7 Jun 13 à 10:33 rems SUPER SUJET!!!!! 16 Oct 13 à 14:36 rems SUPER SUJET!!!!! 16 Oct 13 à 14:37 Maxx https://www.facebook.com/notes/mx-garage/re...4362... 28 Nov 13 à 13:37 Maxx
Si vous ou votre pilote roulez sur un 2 Temps, ... 28 Nov 13 à 19:13 Maxx Mais d'abord, il ya un peu de Démontage
Ret... 28 Nov 13 à 19:17 Maxx contenu supprimé sur site hébergeur 28 Nov 13 à 19:17 Maxx contenu supprimé sur site hébergeur 29 Nov 13 à 16:25 Maxx La page MX Garage évolue tout les jours, n'hés... 26 Dec 13 à 23:14 rrr au top 26 Dec 13 à 23:34 ika69 Yessssss Maxx 26 Dec 13 à 23:44 Maxx Reconnaitre les réglages sur vos suspensions
Je v... 1 Feb 14 à 18:10 vince974 c'est bon pour rafraichir la mémoire! 1 Feb 14 à 18:28 scorpio merci max ;-) 1 Feb 14 à 19:54 pack-man Excellent ces articles !!
Merci , sa va ... 26 Feb 14 à 15:21 Maxx Fiche des réglages carbu reccomandés par FMF pour ... 19 May 14 à 18:56
Maxx Citation (luddoy @ 5 Feb 10 à 22:32 ) On ... 8 Feb 10 à 21:52 Maxx bon un petit UP de ce topic car il est tomber en 6... 10 Mar 10 à 22:46 ste ce sujet est nikel !!! 11 Mar 10 à 19:34 benko c'est vrai que ça serait bien que ce post sois... 11 Mar 10 à 19:53 louis du 38 Super et pas mal utile aussi!!! 15 Mar 10 à 01:04 Barbybulle Up, il devrait être en première page ce topic. 27 Jul 10 à 07:41 Maxx Merci pour le UP
Bon je continue à allimenter un... 28 Jul 10 à 01:34 Maxx Testez votre ALLUMAGE
1 - Testez bougie et antipa... 28 Jul 10 à 01:48 fab-80 impeccable max
comme d'habitude
merci 2 Aug 10 à 23:13 Maxx 8. Puis nous retirons les deux vis qui maintiennen... 5 Aug 10 à 02:14 Maxx
Les boites de pastilles s'achètent chez tous... 5 Aug 10 à 02:15 Maxx 20. Sur certaines machines, comme la CRF, il faut ... 5 Aug 10 à 02:16 dxavier71 Salut Maxx,
ça donnerait presque envie d'ache... 5 Aug 10 à 12:55 gaetancop merci maxx pour toutes ces infos et le temps que t... 5 Aug 10 à 16:53 Barbybulle Super !!
Moi qui doit le faire et qui n... 5 Aug 10 à 17:13 luddoy Maxx 5 Aug 10 à 19:43 Maxx merci pour le post-it
ce sera plus simple pour ... 5 Aug 10 à 22:27 gaetancop moi non plus, je ne les voit pas en entier et quan... 25 Aug 10 à 19:51 Maxx Non mais ça marche depuis, c'est juste mon ord... 25 Aug 10 à 22:31 goulu sacré maxx ils devrais tous te dire merci ,sachant... 25 Aug 10 à 22:45 Maxx RE: FICHES D'ATELIER 25 Aug 10 à 22:50 Mxaddict vraiment au top ce tuto!
une petite question o... 24 Sep 10 à 13:07 Maxx comme il est dit, pas besoins de tournevis dans le... 24 Sep 10 à 13:30 Maxx Contrôle du jeu piston cylindre.
Sur les moteurs ... 5 Oct 10 à 22:27 Maxx Le calibrage se fait en cherchant le sommet de la ... 5 Oct 10 à 22:28 Maxx Consignes de stockage de vos pneus
STOCKAGE DE LO... 24 Oct 10 à 00:54 ToUtEnKaMoN Bonsoir,
Voici une modeste contribution mais je p... 27 Oct 10 à 22:58 rolandd20 Citation (ToUtEnKaMoN @ 27 Oct 10 à 22:58... 1 Nov 10 à 11:23 Maxx Aller, je viens de me fendre d'un petit dessin... 19 Feb 11 à 23:38 rolandd20 MERCI!!
vous voyez sur ce post qu'il n... 19 Feb 11 à 23:55 Maxx Vas y poste ton tuto à la suite, c'est ouvert ... 19 Feb 11 à 23:57 rolandd20 Citation (Maxx @ 19 Feb 11 à 22:57 ) Vas ... 2 Mar 11 à 23:41 m'ric je depose un lien des tutos de moto verte
rien à ... 20 Feb 11 à 12:03 Yamaha-Motor Je comprend pas avec quoi il fat nettoyer le cylin... 2 Mar 11 à 21:04 Maxx Pour le test de l'allumage ça je sais, mais ce... 2 Mar 11 à 23:46 Maxx Oyé, ça faisait un petit moment que je n'avais... 15 Jun 11 à 23:07 Maxx Quelques infos en provenance de quelques fabricant... 16 Jun 11 à 21:35 Maxx RE: FICHES D'ATELIER 16 Jun 11 à 21:36 Barbybulle Donc: 2T coulé et 4T forgé ??
Je jurai que par du... 17 Jun 11 à 09:08 Maxx bein chez Vertex en tout cas ça semble la meilleur... 17 Jun 11 à 12:21 Maxx Changez vos spy's de fourche 5 Jul 11 à 22:40 Maxx Celà fait quelque temps que je n'ai pas poster... 11 Aug 11 à 02:30 Mathieu26760 Salut,
j'ai une rmz 250 de 2010 et je voudra... 23 Oct 11 à 22:21 Maxx La Bougie
devant le nombre de messages sur les bo... 8 Dec 11 à 14:51 Maxx Aspects symptomatiques
Aspect normal
... 8 Dec 11 à 14:57 Maxx Cette semaine j'ai eu un rayonnage à faire , V... 10 Dec 11 à 21:30 LP80 Citation (Maxx @ 10 Dec 11 à 20:30 ) Cett... 12 Dec 11 à 23:19 JorK#17 Citation (Maxx @ 10 Dec 11 à 21:30 ) Cett... 18 Jun 12 à 20:52 alex.thms Petite question pour maxx: dans le cas d'un dé... 2 Jan 12 à 21:56 rolandd20 Citation (alex.thms @ 2 Jan 12 à 20:56 ) ... 4 Jan 12 à 00:04 Maxx MONTAGE CLOCHE HINSON 15 Jan 12 à 20:30 Maxx Comment retendre les rayons
Voici la méthode pou... 20 Jan 12 à 20:38 Maxx Choisir le bon guidon
Choisir le guidon qui vous ... 20 Jan 12 à 21:26 Maxx Entretien Suspension MX
Jetez un coup d'oeil... 20 Jan 12 à 22:02 Maxx .. contenu supprimé du site hébergeur. 20 Jan 12 à 22:06 alex.thms les 3 derniers liens ne marche pas maxx. 22 Jan 12 à 11:40 Maxx bein la faut demander à Dcrouzel ce qui se passe s... 22 Jan 12 à 22:36 dcrouzel Citation (Maxx @ 22 Jan 12 à 21:36 ) bein... 24 Jan 12 à 22:24 t3uch1 Big Up Max
Pour ton boulot, tes tutos, et le temp... 31 May 12 à 14:27 rolandd20 merci on est des chez de la suspatte grace a toi... 31 May 12 à 23:14 Maxx Pour commencer l'année et devant le nombre de ... 11 Jan 13 à 14:41 Maxx .. contenu supprimé du site hébergeur. 7 Feb 13 à 17:44 rolandd20 Citation (Maxx @ 7 Feb 13 à 16:44 ) Savez... 7 Feb 13 à 20:40 titou40 sortir un roulement de son logement borgne a la mi... 9 Feb 13 à 21:18 Ben freerider et comme ça ta femme ne grossie pas, car elle n... 9 Feb 13 à 22:06 titou40 Citation (Ben freerider @ 9 Feb 13 à 21:0... 9 Feb 13 à 22:34 Maxx Showa SFF
Mesure Précontrainte du ressort de four... 27 Mar 13 à 17:25 Maxx Afin de mieux comprendre la composition d'une ... 6 Jun 13 à 14:50 luddoy Comme ya pas de question con et ca m'arrange d... 6 Jun 13 à 15:08 Maxx Que veux tu dire ?
je n'ai pas bien saisi le ... 6 Jun 13 à 21:13 le yac76 Salut Luddoy, les écritures sont sur le bouchon de... 6 Jun 13 à 21:37 luddoy Citation (Maxx @ 6 Jun 13 à 22:13 ) Que v... 6 Jun 13 à 21:48 le yac76 tourne tes fourreaux non ? 6 Jun 13 à 21:55 luddoy Citation (le yac76 @ 6 Jun 13 à 22:55 ) t... 6 Jun 13 à 22:07 Maxx bein ouai les lettres sont gravées sur le bouchon ... 6 Jun 13 à 23:30 luddoy Citation (Maxx @ 7 Jun 13 à 00:30 ) bein ... 7 Jun 13 à 08:46 Maxx ahhhh tu remontes dans mon estime
en effet tu ... 7 Jun 13 à 10:33 rems SUPER SUJET!!!!! 16 Oct 13 à 14:36 rems SUPER SUJET!!!!! 16 Oct 13 à 14:37 Maxx https://www.facebook.com/notes/mx-garage/re...4362... 28 Nov 13 à 13:37 Maxx
Si vous ou votre pilote roulez sur un 2 Temps, ... 28 Nov 13 à 19:13 Maxx Mais d'abord, il ya un peu de Démontage
Ret... 28 Nov 13 à 19:17 Maxx contenu supprimé sur site hébergeur 28 Nov 13 à 19:17 Maxx contenu supprimé sur site hébergeur 29 Nov 13 à 16:25 Maxx La page MX Garage évolue tout les jours, n'hés... 26 Dec 13 à 23:14 rrr au top 26 Dec 13 à 23:34 ika69 Yessssss Maxx 26 Dec 13 à 23:44 Maxx Reconnaitre les réglages sur vos suspensions
Je v... 1 Feb 14 à 18:10 vince974 c'est bon pour rafraichir la mémoire! 1 Feb 14 à 18:28 scorpio merci max ;-) 1 Feb 14 à 19:54 pack-man Excellent ces articles !!
Merci , sa va ... 26 Feb 14 à 15:21 Maxx Fiche des réglages carbu reccomandés par FMF pour ... 19 May 14 à 18:56  |
| Version bas débit | Nous sommes le : 24 Jul 26 à 12:52 |