FICHES D'ATELIER |

Bienvenue invité ( Connexion | Inscription )
|
A savoir
Inscription Le Forum
Navigation globale...
Pratique
Pilotage et physique Du côté des régions
Près de chez vous... Liens Utiles
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
  |
FICHES D'ATELIER |
 5 Feb 10 à 14:39 5 Feb 10 à 14:39
Message
#1
|
|
 Préparation suspensions - www.maxxracing.fr  Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
Aller, une petite rubique qui j'espère ne sera pas poluée par n'importe quoi et restera sérieuse, vous pouvez bien sur y participer en étant le plus précis possible.
 on commence avec P I S T O N S 2 T E M P S LE MONTAGE DU PISTON DOIT ETRE EFFECTUE PAR UNE PERSONNE AYANT LES COMPETENCES REQUISES AINSI QUE LOUTILLAGE DE METROLOGIE ADEQUAT, PERMETTANT UNE MESURE DE GRANDE PRECISION. Le bon fonctionnement et la durée de vie dun piston sont tributaires en majeure partie de la qualité du réalésage et des travaux dassemblage du moteur. Il est donc indispensable de respecter les conseils que nous vous détaillons dans cette notice. 1. Cylindres à chemise fonte (réalésables) : Si vous changez de piston sans réaléser, assurez vous que lalésage du cylindre soit en parfait état et que le jeu de fonctionnement soit dans les tolérances. Si un réalésage savère nécessaire, nous vous conseillons de bien nettoyer les plans de joints supérieur et inférieur du cylindre avant de le fixer sur la réaléseuse ; ceci afin de garantir un parfait équerrage des alésages. Alésez le fût du cylindre à 7/100 de la cote finale souhaitée. Pour obtenir cette cote finale ainsi quun parfait état de surface en traits croisés, utilisez un rodoir à pierres dun grain standard de 220 équivalent à des pierres «SUNNEN» de 55 ou 57. 2. Cylindres traités (non-réalésables) : Il est indispensable de contrôler la géométrie du cylindre pour sassurer que celui-ci soit dans les tolérances du constructeur. Cette opération se fait à laide dun alésomètre pour le diamètre exact du cylindre, et à laide dun micromètre pour le diamètre précis du piston En cas de détérioration de létat de surface ou dun cylindre hors-tolérances, il faut obligatoirement faire retraiter ou rechemiser le cylindre. 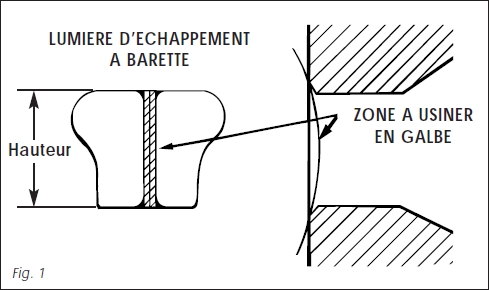 3. Cylindres à barette déchappement : La barette déchappement est un guide-segment(s). Situé au point le plus chaud, elle subit dénormes contraintes thermiques. Pour pallier aux éventuels problèmes de grippage, il est nécessaire dusiner cette barette, afin quelle soit en retrait par rapport à lalésage de 0,10 à 0,15 mm (pour une hauteur de barette de 20 à 30 mm) ou de 0,15 à 0,20 mm (pour une hauteur de barette de 30 à 40 mm) (voir fig. 1). Lusinage de cette barrette ne doit en aucun cas présenter darêtes vives (usinage uniforme en «galbe»). 4. Cylindres avec valves déchappement : Pour linstallation dun piston en surcote dans un cylindre équipé de valves déchappement, il est impératif de contrôler le jeu entre la(les) valve(s) en position fermée et lalésage du cylindre. a. Valve rotative : Cette valve doit être en retrait de 0,4 mm au minimum par rapport à lalésage, et ceci sur toute sa plage de rotation. Cette adaptation peut se faire à laide dune fraise rotative ou dun manchon abrasif (voir fig. 2). 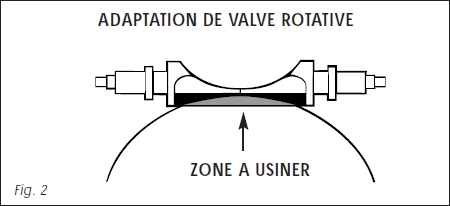 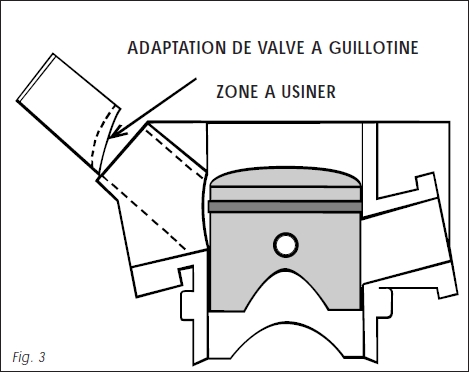 b. Valve à guillotine : Cette valve doit être en retrait de 0,4 mm au minimum par rapport à lalésage, et ceci en position fermée. Cette adaptation peut se faire à laide dune fraise rotative ou dun manchon abrasif. Il est nécessaire dajuster cette valve sur la surface qui pourrait entrer dans le cylindre (voir fig.3). 5 -Chanfreins: Après le réalésage dun cylindre 2 temps fonte ou le retraitement dun cylindre il faut impérativement usiner les chanfreins dentrée de toutes les lumières et de tous les transferts pour empêcher les segments daccrocher et de se briser sur les arêtes vives. Pour cela, utiliser une fraise rotative en carbure en brisant langle vif sur 1 à 2 mm de haut avec un angle de 20° (voir fig. 4). 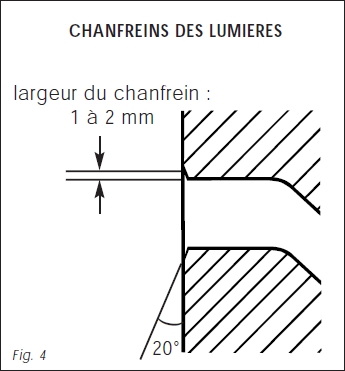 6 -Tolérances piston / cylindre / segment(s) : Avant de déterminer le diamètre de lalésage, il faut mesurer le piston à son point le plus fort. Un piston étant conique et elliptique, ce point se situe perpendiculairement à laxe, à la base ou au-dessus de léchancrure (voir fig. 5). Contrôlez également à laide dun jeu de jauges dépaisseurs le jeu à la coupe des segments, en introduisant chaque segment dans le cylindre. Le jeu préconisé est de 0.25 à 0.40 mm minimum selon les alésages (voir tableau et fig. 6). 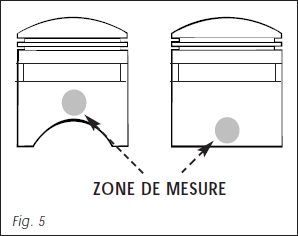 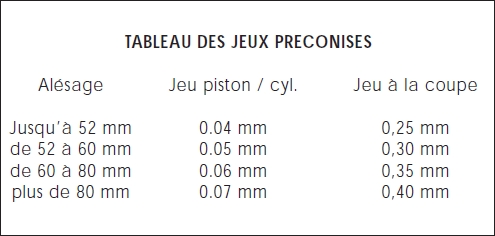 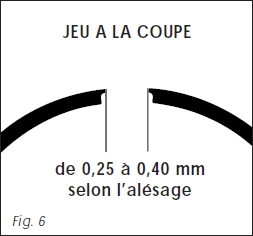 7 - Montage du piston et des segments : Avant de remonter le cylindre, il est indispensable de le nettoyer avec un produit détergent, puis à leau savonneuse pour éliminer toute la poussière de fonte avant denduire les surfaces usinées dun film dhuile. Linscription EXH ou la flèche gravée sur la calotte du piston indiquent le côté échappement. Si lors de lemmanchement du cylindre sur le piston les ergots darrêt de segments passent dans la lumière dadmission (voir fig. 7), ne faites jamais pivoter le cylindre afin déviter de casser les embouts de segments. Serrez les écrous du cylindre et de la culasse au couple préconisé par le constructeur. 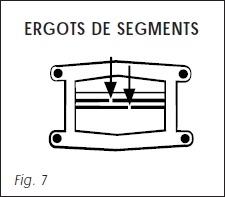
|
 |
 
|
|
5 Feb 10 à 14:44
Message
#2
|
|
|
Team Member Groupe : Membres Messages : 243 Inscrit : 7-August 08 Membre no 6842 |
au top max merci pour ce petit cours
sa aidera pour les questin du style mopn cylindre fait tant de mm je dois monter un piston de combien
|
|
|
|
|
5 Feb 10 à 17:51
Message
#3
|
|
|
Team Member Groupe : Membres Messages : 5343 Inscrit : 26-January 06 Lieu : Portel des Corbières Membre no 2123 |
Nickel Max , tu devrais demander au webmaster qu'il mette le sujet en post it
|
|
|
|
|
5 Feb 10 à 22:25
Message
#4
|
|
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
Bein ma foi, s'il passe par là
heureux que ça vous plaise 
|
|
|
|
|
5 Feb 10 à 23:25
Message
#5
|
|
|
Team Member Groupe : Membres Messages : 5343 Inscrit : 26-January 06 Lieu : Portel des Corbières Membre no 2123 |
Citation (Maxx @ 5 Feb 10 à 21:25 )  Bein ma foi, s'il passe par là heureux que ça vous plaise t'étais en intempéries cette aprème ?? 
|
|
|
|
|
5 Feb 10 à 23:27
Message
#6
|
|
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
Ouai
 , pluie, grêle, puis le vent à tout dégager à 17h00 , pluie, grêle, puis le vent à tout dégager à 17h00bon en même temps pour une fois c'est sympa de rester à la maison, comme ça je peu bosser sur la mise en ligne prochaine de la boutique sur mon site
|
|
|
|
|
5 Feb 10 à 23:32
Message
#7
|
|
 Team Member Groupe : Membres Messages : 2738 Inscrit : 31-January 09 Membre no 7855 |
On attend tous

|
|
|
|
|
8 Feb 10 à 21:52
Message
#8
|
|
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
Citation (luddoy @ 5 Feb 10 à 22:32 ) On attend tous j'y bosse dessus
|
|
|
|
|
10 Mar 10 à 22:46
Message
#9
|
|
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
bon un petit UP de ce topic car il est tomber en 6ème page, alors que pas mal de monde me demande des infos qui sont toutes decrites dans le topic.
c'est pour quand le post it ?? 
|
|
|
|
|
11 Mar 10 à 19:34
Message
#10
|
|
|
Team Member Groupe : Membres Messages : 459 Inscrit : 16-December 09 Lieu : Corse Membre no 9976 |
ce sujet est nikel !!!
|
|
|
|
|
11 Mar 10 à 19:53
Message
#11
|
|
|
Team Member Groupe : Membres Messages : 383 Inscrit : 4-November 09 Lieu : 14370 Membre no 9713 |
c'est vrai que ça serait bien que ce post sois mis en post-it pour ne pas qu 'il tombe dans le fin fond du forum
|
|
|
|
|
15 Mar 10 à 01:04
Message
#12
|
|
|
Team Member Groupe : Membres Messages : 35 Inscrit : 13-March 10 Lieu : Lyon Membre no 10470 |
Super et pas mal utile aussi!!!
|
|
|
|
|
27 Jul 10 à 07:41
Message
#13
|
|
|
Team Member Groupe : Membres Messages : 1562 Inscrit : 30-May 10 Membre no 10970 |
Up, il devrait être en première page ce topic.
|
|
|
|
|
28 Jul 10 à 01:34
Message
#14
|
|
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
Merci pour le UP
Bon je continue à allimenter un peu les Fiches d'Atelier, cette fois çi ça porte sur la CARBURATION. (en toute honnêteté ce n'est pas de moi, j'ai juste fais un copier/coller pour faire vite) Les réglages carburation Votre moteur est poussif, il ratatouille, ça pétarade, il y a un trou a l'accélération... il est temps de se pencher sur les réglages de la carburation. Il ne faut pas attendre : trop pauvre , le moteur chauffe et peut serrer. Trop riche, le moteur fume et il s'encrasse. Avant de toucher aux vis de réglage, on noteras leur positions pour pouvoir y revenir. 1 - Avant de commencer... 1) Vérifiez d'abord le filtre à air, il doit être propre, voir neuf. 2) Notez vos réglages pour pouvoir y revenir au cas ou... 3) Mettez les réglages standards (gicleurs d'origine et vis de richesse dévissée de 1.5 tours) 4) Videz et nettoyez correctement vos cuves 5) Démarrer le moteur et faites le monter en température (15 à 20mn), un moteur ne se règle jamais à froid. Le mieux c'est d'effectuer un petit parcours routier. 2 - Diagnostic Vous pouvez vous faire une idée sur le réglage de vos carburateurs uniquement en regardant vos bougies. - Une bougie blanche = mélange air/essence trop pauvre - Une bougie noire (encrassée) = mélange air/essence trop riche 3 - Richesse Mélange trop pauvre = combustion lente : surchauffe des siège de soupapes, des électrodes des bougies et du piston. Mélange trop riche = combustion incomplète : encrassement des chambres de combustions, consommation excessive et empêche le moteur de prendre ses tours. Il faut serrer pour appauvrir et desserrer pour enrichir le mélange air/essence. Pour avoir le réglage d'origine, serrer la vis (pas trop fort) et desserrer d'un tour et demi. Ensuite, faire plusieurs essais en vissant ou dévissant de 1/8 de tour a chaque fois. On arrêtera le réglage au moment ou le ralentit est à son plus haut. 4 - Ralenti Serrez ou desserrez la vis de ralenti de 1/8 par 1/8 de tour. Mettre des coups de gaz entre les tours de vis pour que le ralenti se cale à la descente de régime. 5 - Impossible à régler! Si après tout vos efforts vous n'arrivez pas à régler vos carburateurs, il se peut qu'il y ait un autre problème. Vérifiez donc : Etat des membranes (poreuses), les prises d'air (joint d'embase, ou de pipe), l'allumage (antiparasite, calage, etc...), flotteur de carburateurs (bloqué, percé...), filtre à air (conformité, fixation...), les niveaux de cuves, bougie défectueuses, culbuteurs mal réglés. Ici, vous verrez les influences des divers composants d'un carburateur, de votre poignée des gaz fermée à l'ouverte à fond 
|
|
|
|
|
28 Jul 10 à 01:48
Message
#15
|
|
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
Testez votre ALLUMAGE
1 - Testez bougie et antiparasite Démontez la bougie et rebranchez-la dans son antiparasite, mettez son culot en contact avec le moteur (à l'aide d'une pince isolante par ex.) Lancez le moteur au démarreur (pour certaines KTM) ou au kick pour une moto de cross normalement constituée  . Si létincelle ne jaillit pas, une bougie peut être morte,claquée par une surchauffe, mais la panne peut également venir dun capuchon antiparasite déficient (ou tout simplement mal brancher, le fil de bougie tenant juste par le caoutchouc, sans établir de connexion). Testez en enlevant le capuchon antiparasite. Mettez le fil haute tension à environ 1cm du moteur et démarrez : un . Si létincelle ne jaillit pas, une bougie peut être morte,claquée par une surchauffe, mais la panne peut également venir dun capuchon antiparasite déficient (ou tout simplement mal brancher, le fil de bougie tenant juste par le caoutchouc, sans établir de connexion). Testez en enlevant le capuchon antiparasite. Mettez le fil haute tension à environ 1cm du moteur et démarrez : unallumage normal provoque un arc électrique puissant. Si larc jaillit bien, la bougie (ou lantiparasite) est à remplacer. Testez avec une bougie neuve : si létincelle ne revient pas, cest lantiparasite qui est malade. 2 - Testez la bobine Une étincelle inexistante ou faible met en cause le système dallumage. Commencez par la bobine haute tension sur laquelle arrive le fil de la bougie . Deux solutions, soit vous vous faites prêter une bobine identique, soit vous testez votre bobine à laide dune lampe témoin autoalimentée. Si votre bobine a deux petites cosses dalimentation (allumage TCI), branchez chaque pince crocodile sur chacune des cosses, et ensuite entre chacune des cosses et la sortie du gros fil de bougie. Si la lampe ne sallume pas à chaque fois, le circuit électrique est coupé à lintérieur de la bobine et vous pouvez donc la jeter .Effectuez vous-même ou chez un professionnel un contrôle rigoureux de la bobine à lohmmètre. La résistance interne du bobinage est précisée par le constructeur. |
|
|
|
|
2 Aug 10 à 23:13
Message
#16
|
|
|
Team Member Groupe : Membres Messages : 188 Inscrit : 18-April 10 Lieu : logeueau 80330 Membre no 10725 |
impeccable max
comme d'habitude merci |
|
|
|
|
5 Aug 10 à 02:13
Message
#17
|
||
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
J'essaye, j'essaye
je ne suis pas du genre perso à tout garder pour moi, ayant été moi même formé par les ancients.aller on bosse on bosse, on va s'attaquer au : REGLAGE DU JEU AUX SOUPAPES Le contrôle et l'ajustement du jeu aux soupapes, au même titre que la vidange ou le nettoyage du filtre à air, font partie de la maintenance d'une moto 4-temps. Sa périodicité varie selon les machines, mais en général, il s'éffectue toutes les 15 heures sur nos motos de cross, comme la Honda 450 CRF choisie ici. Il existe deux types de systèmes de réglage du jeu aux soupapes : le montage à linguets dotés d'un dispositif vis/écrou (comme sur les KTM EXC), qui est le plus simple à manipuler. Puis, celui sur lequel porte le sujet c'est à dire, le mécanisme à pastilles, qui est plus précis que le 1er avec moins de pièces en mouvement, mais qui demande plus de temps et un minimum de matériel, à savoir un coffret de pastilles, un jeu de cales d'épaisseur et quelques outils, vu que bien souvent au contraire des dispositifs vis/écrou, le ou les arbres à cames et la distribution doivent être déposés. 1. Nous commençons par ôter le cache culbuteurs aussi nommé couvre culasse. Outre les vis, il faut désolidariser les reniflards ainsi que l'antiparasite.
2. Le contrôle du jeu s'éffectue au point mort haut (PMH), c'est-à-dire lorsque le piston est au plus haut dans le cylindre. Pour le trouver, on enlève un bouchon situé au niveau du bas moteur.  3. Nous faisons tourner le vilebrequin de manière à aligner le repère présent sur le pignon (ou parfois le volant) et celui du carter. 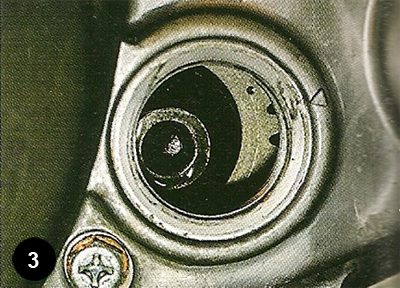 4. Dans le même temps, les repères du pignon de la chaine de distribution et du carter (ici un triangle) doivent êtres également face-à-face. 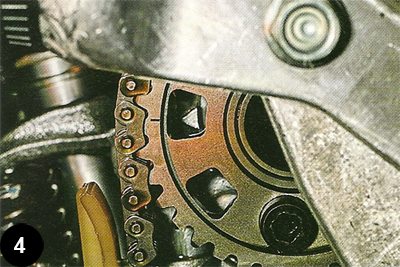 5. A l'aide des cales d'épaisseur, on contrôle le jeu à chaque soupape d'échappement. Chaque machine possède un jeu de fonctionnement qui lui est propre et qui est défini par le constructeur. Pour cette CRF, il doit être de 0,28 mm (+/- 0,03 mm). Nous mesurons 0,30 ce qui entre dans les tolérances. 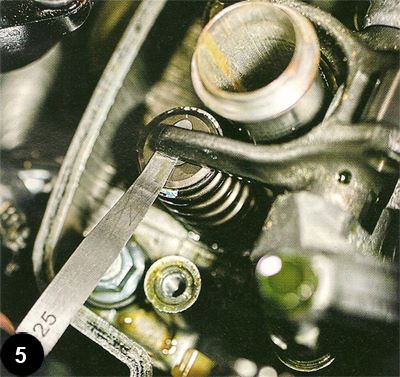 6. A l'admission, le jeu préconisé est de 0,16 mm (+/- 0,03 mm) et nous relevons 0,20 pour la soupape de droite et 0,25 pour celle de gauche. Un ajustement va donc être nécessaire.  7. Maintenant il va falloir déposer le distribution (j'en voit déjà qui lèvent les yeux au ciel) pour accéder aux pastilles. Nous ôtons le tendeur de chaine de distribution implanté à la base du cylindre. 
|
|
|
|
|
|
|
5 Aug 10 à 02:14
Message
#18
|
|
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
8. Puis nous retirons les deux vis qui maintiennent le pignon de chaine de distribution. Nous plaçon un tournevis (ou un fil de fer que l'on attache à la poutre du cadre) pour ne pas que cette dernière tombe dans le carter.
 9. Le bloc de l'arbre à cames est maintenu par 4 vis que nous enlevons. 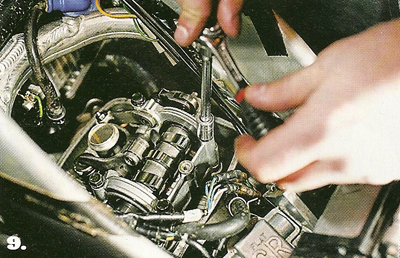 10. Sur chaque queue de soupape, on distingue l'emplacement d'une pastille. 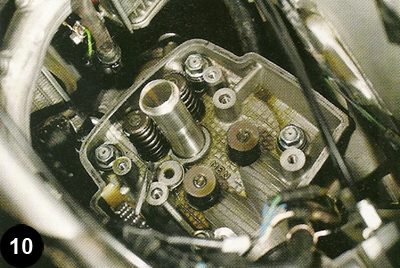 11. Parfois, les pastilles restent collées aux poussoirs du dispositif de distribution. Attention à ne pas les égarér. 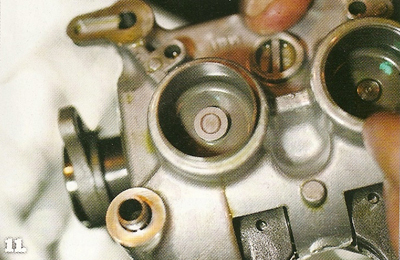 12. Pour récupérer les pastilles à changer (dans ce cas, celles d'admission), on peut s'aider d'un aimant. Nous prenons soins de bien repérer l'emplacement de chaque pastille.  13. On mets alors en place chaque nouvelle pastille au bon emplacement. 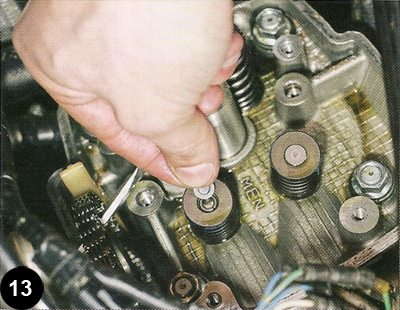  Chaque pastille possède un chiffre gravé dessus. Il correspond à son épaisseur (ex: 160 pour 1,60 mm). Pour ajuster le jeu, il va falloir mettre une pastille d'épaisseur différente afin d'entrer dans les tolérances. Pour connaître la bonne, il faut procéder comme suit : soit B, le jeu mesuré à la soupape; C, le jeu reccomandé; D, l'épaisseur de l'ancienne pastille. La pastille qu'il va falloir poser pour obtenir le bon jeu (A) est déterminée par cette formule : A= (B-C)+D. Dans notre cas, pour la soupape d'admission droite, sachant que la pastille était de 160 : A= (0,20-0,16)+1,60 = 1,64. Il faut donc mettre une pastille de 164 pour obtenir le bon jeu. Pour la soupape de gauche, la pastille initiale était de 175 : A= (0,25-0,16)+1,75 = 1,84, soit une pastille de 184. |
|
|
|
|
5 Aug 10 à 02:15
Message
#19
|
||
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
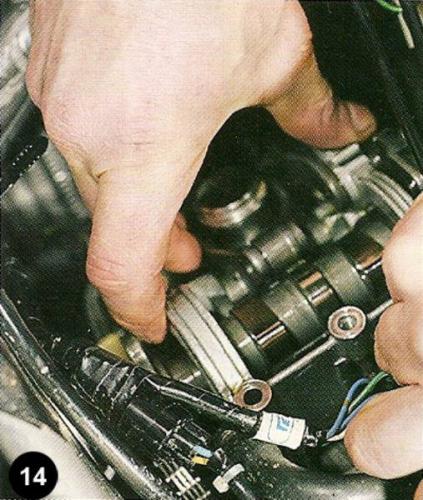
 Les boites de pastilles s'achètent chez tous les accéssoiristes aux allentours des 90. En général, elles contiennent des pastilles calibrées tous les 0,05 mm. Ainsi, nous arrondissons les valeurs des pastilles nécessaires : on utilisera une 185 à la place d'une 184 et une 165 pour la 164. On restera alos dans les tolérances. 14. L'arbre à cames reprend sa place au dessus des soupapes.
15. Nous posons la chaine de distribution sur son pignon. 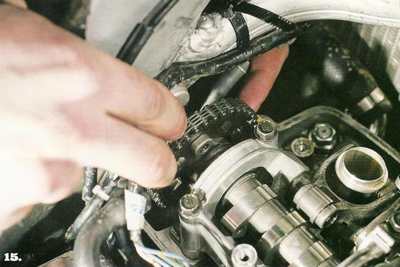 16. Moteur toujours au PMH, nous calons la distribution selon les repères. 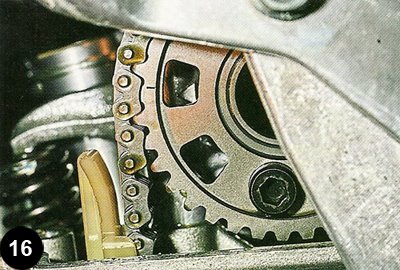 17. Après avoir mis du frein-filet sur ses vis, on serre définitivement le pignon de distribution. 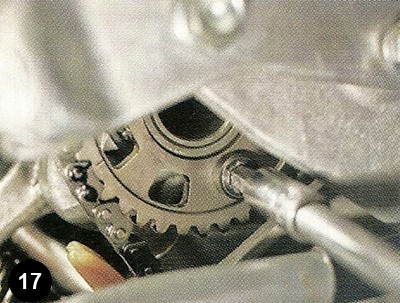 18. Le tendeur de chaine est remis en place. 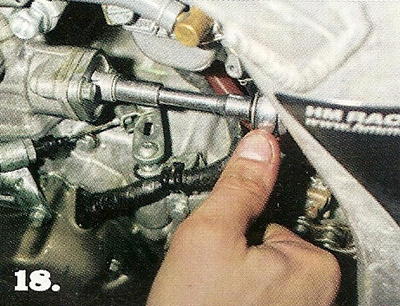 19. Nous contrôlons que le jeu aux soupapes a bien été effectué. 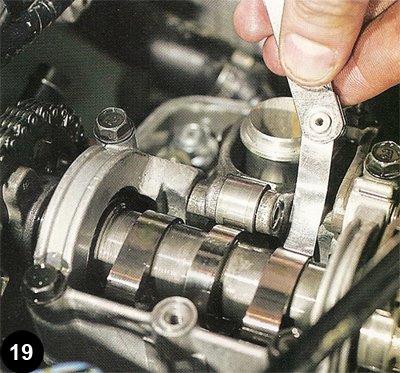
|
|
|
|
|
|
|
5 Aug 10 à 02:16
Message
#20
|
|
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
20. Sur certaines machines, comme la CRF, il faut également contrôler le jeu au mécanisme de décompresseur.
Dans ce cas là, le jeu normal de fonctionnement se détermine en additionnant 0,35 mm au jeu de la soupape d'échappement droite (nous avions 0,30 mm). Le jeu doit donc être de 0,65 mm. Il se règle par un système vis/écrou.  21. Nous reposons le couvre culasse, ainsi que les reniflards et l'antiparasite.  22. Puis nous terminons en refermant le bouchon du vilebrequin.  Voilà c'est terminé. Ouf !!! |
|
|
|
|
5 Aug 10 à 12:55
Message
#21
|
|
|
Team Member Groupe : Membres Messages : 361 Inscrit : 20-July 09 Membre no 9049 |
Salut Maxx,
ça donnerait presque envie d'acheter un 4 temps , enfin l'envie ç'est pas ce qui manque.... c'est l'oseille, la fraiche, le grisby... |
|
|
|
|
5 Aug 10 à 16:53
Message
#22
|
|
 Team Member Groupe : Staff Messages : 8059 Inscrit : 6-May 07 Membre no 4201 |
merci maxx pour toutes ces infos et le temps que tu passe pour nous les mettre en ligne !
J'en profite pour mettre ton sujet en post-it. |
|
|
|
|
5 Aug 10 à 17:13
Message
#23
|
|
|
Team Member Groupe : Membres Messages : 1562 Inscrit : 30-May 10 Membre no 10970 |
Super !!
Moi qui doit le faire et qui n'ose pas trop  Mais vu que la moto ne veut même plus démarrer, je serai bien obligé 
|
|
|
|
|
5 Aug 10 à 19:43
Message
#24
|
|
|
Team Member Groupe : Membres Messages : 2738 Inscrit : 31-January 09 Membre no 7855 |
 Maxx Maxx |
|
|
|
|
5 Aug 10 à 22:27
Message
#25
|
|
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
merci pour le post-it
ce sera plus simple pour tout le monde à trouver. sinon est ce normal que je ne voit plus les photos entières sur le post de la distri ?? |
|
|
|
|
25 Aug 10 à 19:51
Message
#26
|
|
|
Team Member Groupe : Staff Messages : 8059 Inscrit : 6-May 07 Membre no 4201 |
moi non plus, je ne les voit pas en entier et quand je colle l'adresse du lien de l'image dans un nouvel onglet elle n'apparait pas entière non plus.
Tentes d'en ré-uploader une et de modifier le lien dans ton message. |
|
|
|
|
25 Aug 10 à 22:31
Message
#27
|
|
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
Non mais ça marche depuis, c'est juste mon ordi qui était trop lent, mais après un bon défragmentage de disque et vidage des cookies, hop ça marche.
|
|
|
|
|
25 Aug 10 à 22:45
Message
#28
|
|
|
Team Member Groupe : Membres Messages : 1659 Inscrit : 9-January 06 Lieu : clermont fd Membre no 2062 |
sacré maxx ils devrais tous te dire merci ,sachant qu'ils n'arrivent même pas a lire leur revue d'orig,pourtant tout est dedans!!!!
bon je me moque mais........ |
|
|
|
|
25 Aug 10 à 22:50
Message
#29
|
|
|
Préparation suspensions - www.maxxracing.fr Groupe : Membres Messages : 14838 Inscrit : 19-October 08 Membre no 7294 |
|
|
|
|
|
24 Sep 10 à 13:07
Message
#30
|
|
|
Team Member Groupe : Membres Messages : 1957 Inscrit : 5-October 08 Lieu : 62 Membre no 7218 |
vraiment au top ce tuto!
une petite question ou peut on trouver un jeu de cales? Sinon pour le point moteur haut il ne faut pas poser un tournevis sur le piston et faire tourner la roue en prise? Je vais bientot m'essayer aux verifs des soupapes , mais si sa bouge je laisse regler un pro. |
|
|
|
|
| Version bas débit | Nous sommes le : 13 Mar 26 à 00:48 |